复合材料学报
Acta Materiae Compositae Sinica ISSN 1000-3851 CN 11-1801/TB
DOI:10.13801/j.cnki.fhclxb.20220715.001
复合材料在大型风电叶片上的应用与发展
李成良1,2,杨超 1,倪爱清 3,王继辉*1,宋秋香 2
(1. 武汉理工大学 材料科学与工程学院,武汉 430070;2. 中材科技风电叶片股份有限公司,北京 100192; 3. 武汉理工大学 材料复合新技术国家重点实验室,武汉 430070)
摘 要:“30.60”双碳目标的提出,风电行业迎来新的发展机遇。随着中国风电进入平价时代,风电机组通过不断增加单机容量来降低度电成本,由此也对风电叶片长度提出了不断增加的要求。风电叶片面临着“大型化、低成本与轻量化”的矛盾,新材料和新工艺是推动叶片走向风电平价时代的重要手段。本文阐述了风电叶片行业的发展与趋势,指出影响叶片性能和成本的关键原材料,系统性地分析了增强纤维、夹芯材料、基体树脂和结构胶四种材料在叶片上的应用现状和发展趋势;探讨了高质量和绿色环保条件下叶片大型化对工艺发展的新要求,新工艺中的预浸料和拉挤技术是未来大叶片应用发展的主要趋势。最后,文章对新材料和新工艺在叶片上的创新应用提出了一些思考与建议,为平价时代风电叶片的大型化发展提供了重要参考。
关键词:复合材料;风电叶片;大型化;轻量化
中图分类号: TB332 文献标志码:A
Application and development of composite materials in large-scale wind turbine blade
Abstract: With the proposal of "30.60" Double Carbon Project, the wind power industry has ushered in new development opportunities. As China's wind power enters the era of parity, the cost of power per kWh is reduced with the continuous increase of the single capacity of wind turbine system, which also leads to significant increase in the wind blade length. Wind blade is now facing the contradictive requirements of "large-scale, low-cost and lightweight". Both new material and innovative processing technology are of great importance to promote wind power to the parity era. On one hand, several key raw materials, including reinforcing fiber, matrix resin, core and structural adhesive, that affect the performance and cost of wind blade are systematically examined. On the other hand, high quality blades and green environmental protection are of great concern for the wind power industry, which indicates that new processing technology such as prepreg and pultrusion are playing more and more important role in future large scale blade manufacture. Thereafter, with systematic consideration of the materials and processing technologies in the development of wind blade, some suggestions are proposed on the introduction of these materials and technologies, in order to provide some reference for future large-scale wind blade manufacture.
Keywords: composite material, wind turbine blade, large-scale, light weight
随着风电行业进入平价时代,度电成本降低的最有效手段就是不断扩大风电机组的单机容量,由此也带来风电叶片长度的不断增加[1]。因此,平价时代机组大型化是风电发展的必然趋势,开发“大型化、轻量化和低成本”叶片是推动机组度电成本降低的有效手段。复合材料由于其优异的力学性能和可设计性被广泛应用于航空航天、汽车和风电叶片[2~5],作为决定风电叶片结构和成本关键材料的增强纤维、夹芯材料、基体树脂和结构胶,其应用和发展趋势对未来叶片行业的发展至关重要。目前有不少研究机构对复合材料的性能及其回收再利用进行了诸多研讨[1,6-9],同时对复合材料的成型工艺做了许多研究[10-12,15-21,39-40],但仍缺少有关材料开发与成型工艺创新结合应用方面的研究。本文详细分析了增强纤维、夹芯材料和基体树脂在风电叶片上的应用现状与存在的问题,指出增强纤维与预浸料和拉挤工艺相结合、高性能环保芯材替代轻木和开发可回收树脂是未来风电大叶片发展的主要方向。
1. 风电行业发展的现状与趋势
近年来全球风电产业迅猛发展,根据全球风能理事会(GWEC)统计(如图1所示),2020年受中国风电抢装潮的影响,全球新增装机取得历史性突破,新增装机容量高达95.3GW;2021年虽然受到全球疫情影响,但新增装机量仍达到93.6GW,为历史第二高。中国风电业凭借国内极大的市场优势和内外“双循环”保持全球领先地位,为中国乃至全球的清洁能源应用做出了巨大贡献。
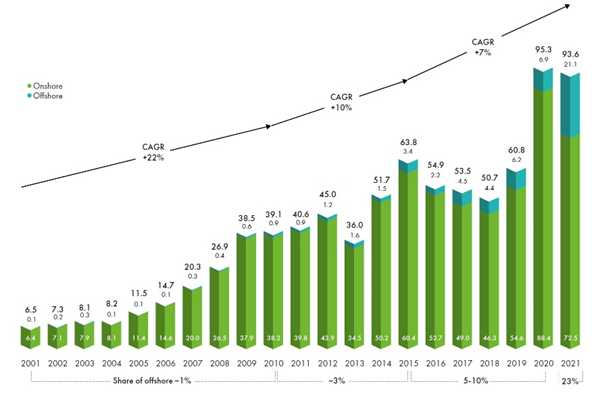
图 1 2021年全球风电新增装机容量[1]
Fig. 1 Global wind power capacity growth in 2021[1]
根据全球风能理事会发布的《2022年全球风电报告》[1],预计未来五年全球风电市场将保持年均6.6%的增速(如图 2所示)。根据中国能源局基于“双碳”目标制定的十四五规划,风能将成为未来能源的主要生产方式[5],并将是中国能源结构转型的主力军,特别是2022~2026年,中国风电年新增装机容量年均超过50GW(如图 3所示),未来几十年中国风电将继续引领全球风电的增长。
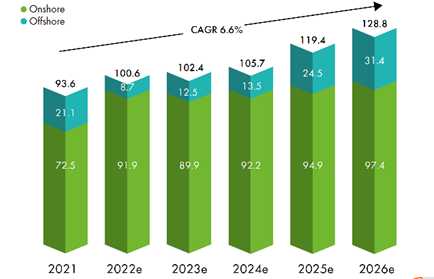
图 2 未来5年全球风电新增装机走势(GW)[1]
Fig. 2 New installed trend of global wind power in the next 5 years (GW)[1]
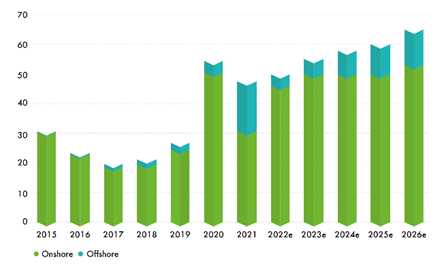
图 3 2015~2026年中国风电发展形势(GW)[1]
Fig. 3 Chinese wind market development,GW,2015-2026r
随着风电产业发展和风电技术进步,基于风资源使用效率持续提升和度电成本不断降低的要求,风电机组大型化已成为行业发展必然趋势[1,2](如图 4所示)。目前,陆上风电机组主流机型集中在4.0~5.0MW的机组,6.0MW以上的机型是未来几年陆上的主打产品,而海上当前的成熟机型在6.0MW左右,10MW及以上的机组及其关键部件处于研发阶段。

图 4 陆上和海上风电机组单机功率大型化走势(MW)[2]
Fig. 4 Trend of large - scale single - machine power for on - road and offshore wind turbines[2]
叶片作为风电机组的核心部件,是风能转化的动力源泉,其良好的设计、可靠的质量和优越的性能是保证机组正常稳定运行的决定因素,是推动机组大型化的关键环节。当前最新研发的更长更轻的陆上主流叶片长度都在90m以上,海上主流叶片长度都在100m以上,超大型机组及其轻量大叶片的进一步发展,使得高性价比复合材料成为突破叶片“大型化、轻量化和高可靠性”的核心所在,增强纤维、夹芯材料和基体树脂等在叶片上发挥的作用也越来越大。
2. 叶片材料的应用与发展
随着风电叶片不断向大型化方向发展[16-18],纤维增强复合材料已成为大叶片的唯一可选材料[3,20]。复合材料可满足风电叶片外形变截面且曲率大、结构铺层渐变等特征要求,这也使得风电叶片成为世界上最大的复合材料单体部件。风电叶片的典型结构如图 5所示,其应用的原材料主要由增强纤维、树脂、芯材和结构胶等组成,叶片的主要成本构成如图 6所示。从图 6和图 7中可以看出,原材料费用占叶片成本的75%,而在原材料成本中占比较大的主要是增强纤维、基体树脂、夹芯材料和结构胶,本文将对这四种主要材料的应用和发展趋势进行介绍。
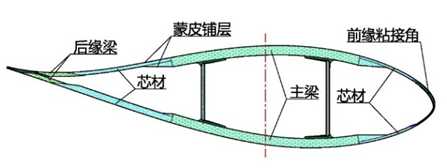
图 5 典型风电叶片截面结构型式
Fig. 5 Typical structure of wind turbine blade section
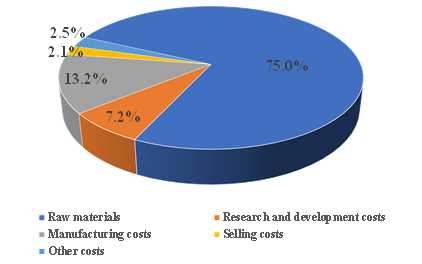
图 6 风电叶片主要成本构成
Fig. 6 Main cost composition of wind turbine blade</center
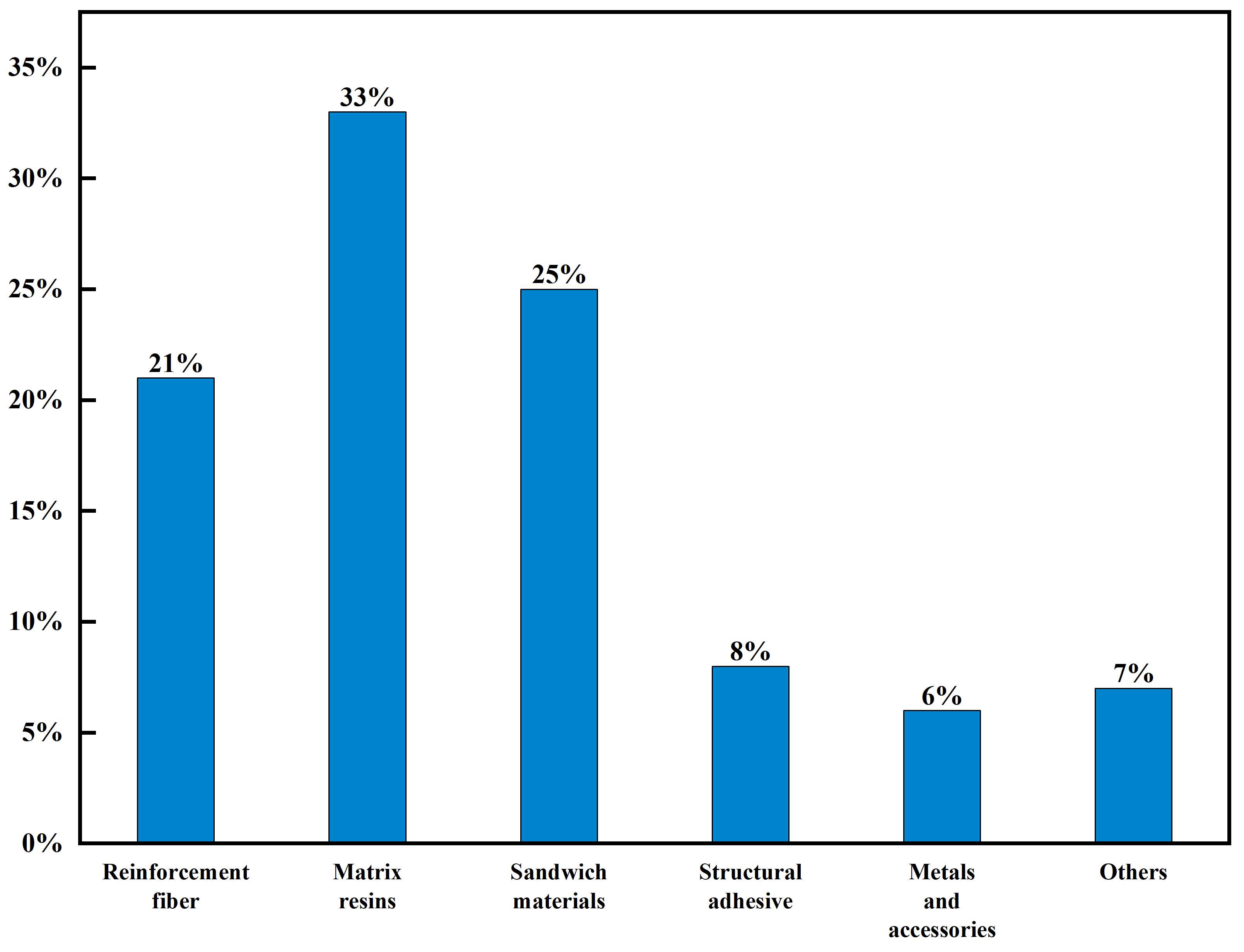
图 7 叶片主要材料成本构成
Fig. 7 Cost composition of main materials for wind blade
2.1 增强纤维
2.1.1 玻璃纤维
玻璃纤维是公认的优质风电叶片原材料,根据中国玻纤协会的统计数据,风电用玻璃纤维占玻璃纤维总产能的20-25%左右。
叶片越长整体柔性变形就越大,控制叶尖挠度变形可以确保叶片与塔架之间具有足够的安全距离,否则很容易发生扫塔事故。玻璃纤维的弹性模量是影响叶片变形的关键因素之一,因此其模量的增加对叶片主梁刚度的提升意义重大。近十年玻纤企业持续不断的进行技术创新,每一代玻纤的模量都提升了10%左右(如图 8所示),这有力地促进了叶片大型化的发展,近年来叶片用玻纤主要型号如表 1所示。
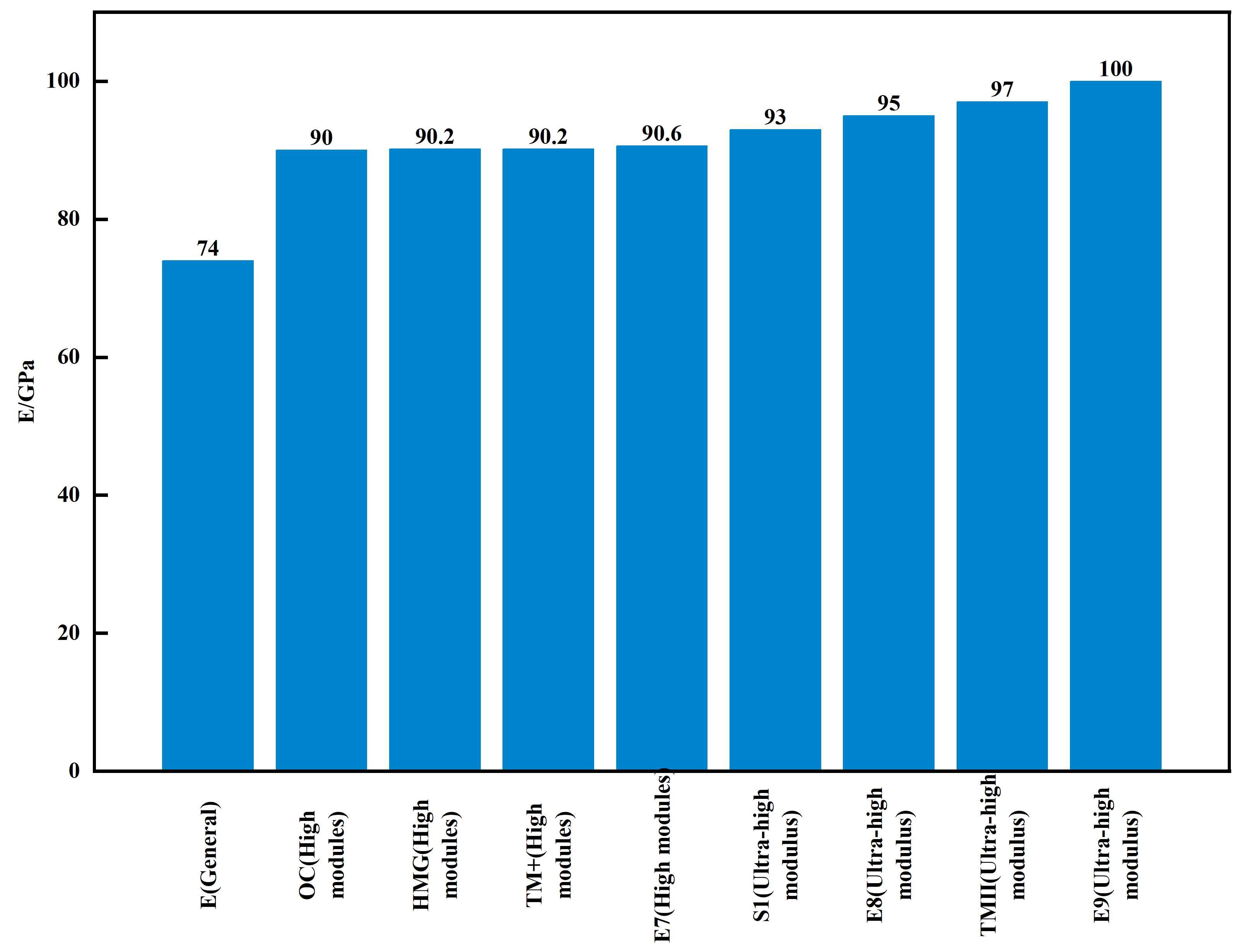
图 8 叶片用玻纤的拉伸模量
Fig. 8 Tensile moduli of glass fibers for wind blade
玻纤在叶片的蒙皮、腹板和主梁上都有广泛的应用,不同部件采用的纤维布类型因承载需要而各有差异。虽然玻璃纤维经过近几十年的发展进步斐然,但对于适应更大更轻叶片需求,玻璃纤维性能提升的空间也越来越小,亟需新材料和新工艺等新技术来推动风电叶片的发展。
表 1 叶片用玻纤的主要型号
Table 1 Main types of glass fiber for wind blade
| 第一代 | 第二代 | 第三代 | 第四代 | |
|---|---|---|---|---|
| 中国巨石 | E6 | E7 | E8 | E9 |
| 重庆国际 | TM | TM+ | TMII | — |
| 泰山玻纤 | TCR | HMG | S-1HM | THM-1 |
| 欧文斯克宁 | WS2000 | WS3000 | WS4000 | — |
2.1.2
与玻璃纤维相比,碳纤维的比模量和比强度均大幅增加,其模量比玻纤高3~8倍、比重小约30%。随着叶片尺寸的增加,其重量也越来越大,全玻纤叶片无法满足机组大型化和轻量化的要求,碳纤维将成为实现超大型叶片轻质高强要求的理想选择材料。
随着海上风电市场的不断扩大,机组日益趋于大型化,碳纤维的应用势在必行。对于海上大叶片来说,通常会在其承载的关键部位主梁上应用碳纤维来提高叶片刚度和强度,以减少传递到主机和塔底的载荷,进而优化整机系统造价来降低度电成本。应用碳纤主梁设计的叶片一般比全玻纤叶片减重20~30%,虽然碳纤叶片成本上升,但其带来的传动链上相关部件以及塔筒的优化减重,使得风电机组的整体成本降低10%以上。目前国内主流叶片厂开发长度100m以上的叶片均考虑了碳纤维主梁的应用,林刚[38]在《2020全球碳纤维复合材料市场报告》中对未来5年的风电叶片碳纤维需求进行了预测,如图 9所示。
为了进一步推动国产碳纤维在风电叶片上的应用,提升叶片性能降低碳纤维的使用成本,国内主流的碳纤维供应商在十四五期间开始进行碳纤维产能扩充和批量化生产供应,并通过提升技术、改进设备和减少能耗来降低成本。预计到2030年中国碳纤维产能为30万吨,而风电市场的需求预计在19~20万吨。因此,推动叶片大型化和国产化碳纤维的应用需要风电产业链上下游共同努力,从选材、设计和验证等方面及早行动,为碳纤维和风电叶片行业的发展奠定坚实基础。
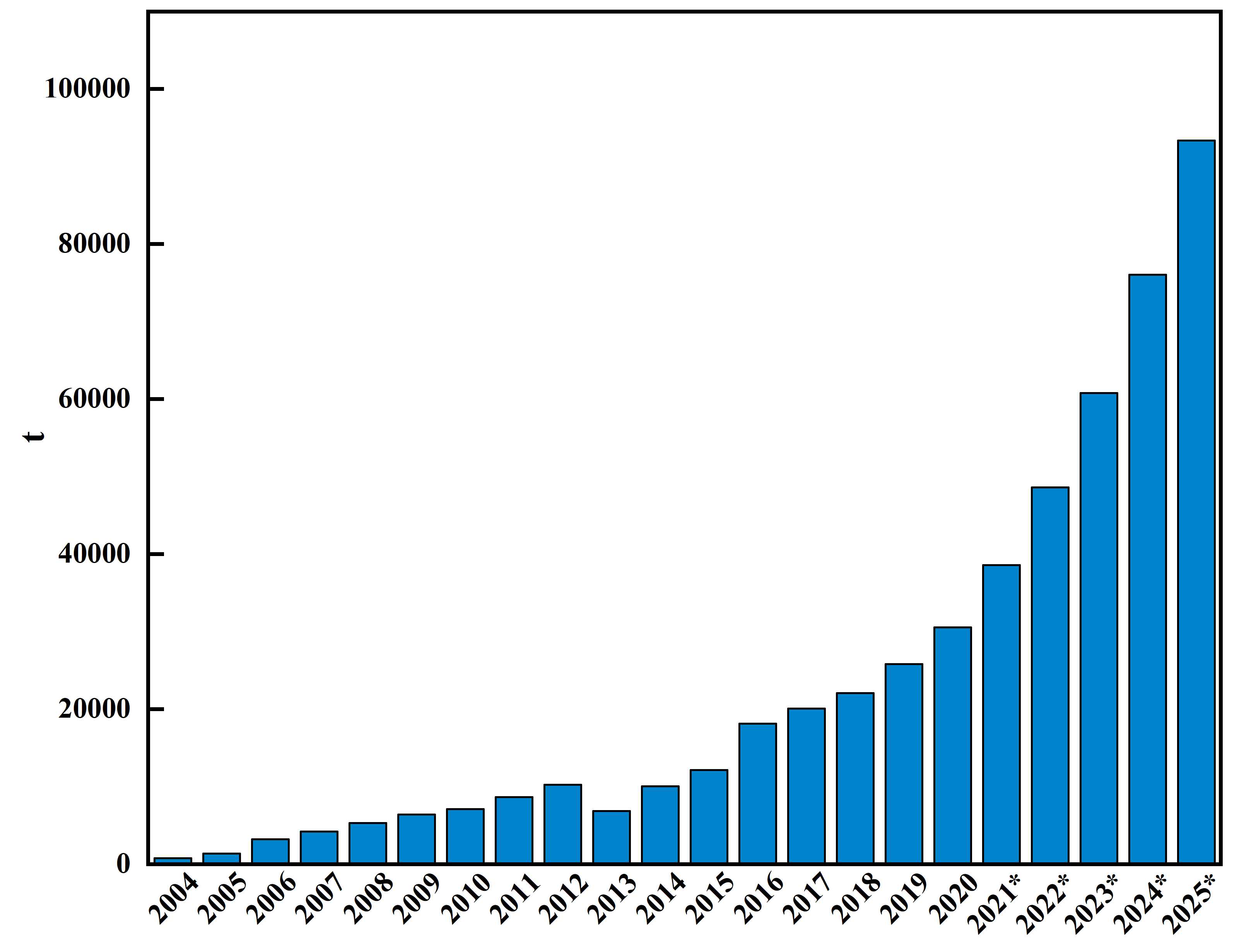
图 9 风电行业碳纤维需求趋势(吨)
Fig. 9 Carbon fiber demand trend in wind power industry(t)
2.2 夹芯材料
夹芯材料(简称芯材)是风电叶片的关键增强材料。芯材通常应用在叶片的前缘、后缘以及腹板等部位,一般采用夹层结构来增加结构刚度,防止局部失稳、提高整个叶片的抗载能力,叶片用芯材主要是Balsawood (俗称轻木或巴沙木)和硬质泡沫,硬质泡沫主要有PVC、PET和HPE等发泡材料[17]。
轻木密度小且生长迅速,是世界上最轻的树木,常规密度是135-176kg/m3,4~7年即可采伐,是提高风电叶片结构刚度的理想夹芯材料,轻木加工应用过程如图 10所示。由于轻木主要靠进口,树木的生产周期也限制了供应,对成本造成了较大的波动,特别是轻木的密度不均匀且吸胶量高于其他芯材,也促使在新叶片设计过程中尽量减少轻木应用,选择供应充分、成本偏低和吸胶量偏少的硬质发泡材料,叶片上常用的三种硬质泡沫材料分别是PVC、PET和HPE,如图 11所示。

图 10 轻木的加工应用过程
Fig. 10 Process and application of Balsawood
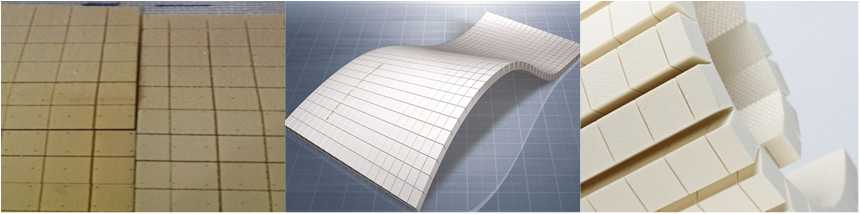
图 11 叶片常用硬质泡沫(PVC/PET/HPE)
Fig. 11 Rigid foam commonly used in blades (PVC/PET/HPE)
由于国产化PVC的供应稳定性和技术创新性不足,难以满足更大叶片对夹芯材料性能提升的需求,众多公司在设计叶片时开始使用PET和HPE替代PVC。
PET泡沫是近几年来替代PVC的主要芯材。由于其吸胶量高,力学性能优于PVC,因此除了在叶片局部可以替代PVC外,还能替代一部分轻木。随着新型发泡技术的发展,部分企业研发出了控制发泡孔尺寸以及泡孔破损比例的新型发泡技术,大幅降低了PET泡沫芯材的树脂吸收率,同时降低了叶片的原材料成本和重量。
HPE具有优越的耐高温性、耐候性,特别是其泡孔尺寸仅为PVC和PET材料的五分之一(如图 12所示),这使得HPE树脂用量更低,因此可显著降低叶片的整体重量,提升叶片综合成本优势。如图 13和图 14所示,以某70m叶片为例,采用不同芯材进行蒙皮和腹板的灌注对比,HPE替代PET后综合重量下降167kg/支(下降9%),综合成本可节省31%;HPE替代PVC后综合重量上升77kg/支(上升5%),综合成本可节省34%。
随着风电进入平价时代和叶片大型化,夹芯材料的应用对叶片的性能提升和成本降低有着重要的作用。轻木受产地影响供应不均衡且价格忽高忽低,PVC虽然已实现国产化但成本仍比PET高20~30%,所以使用低密度的PET与HPE替代PVC和部分轻木已是大势所趋,而高密度的PET和HPE则有机会替代全部轻木,特别是聚氨酯在叶片上的应用更是要考虑去掉轻木。虽然夹芯材料的应用发展出现了重大改变趋势,但目前叶片设计的基础仍是以轻木和PVC为主,采用PET和HPE替代PVC和轻木,需要一系列的材料实验和叶片全尺寸测试验证,同时也需要考虑叶片刚度和重量变化带来的机组载荷变化风险。特别要注意的是,高密度的PET和HPE应用技术成熟度不足,且价格与当前轻木相比略高,替代轻木时除了要完成原材料验证和认证外,还要考虑成本变化带来的影响。
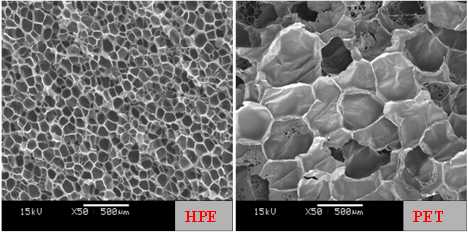
图 12 HPE和PET的泡孔结构示意图
Fig. 12 Foam structure sketch of HPE and PET
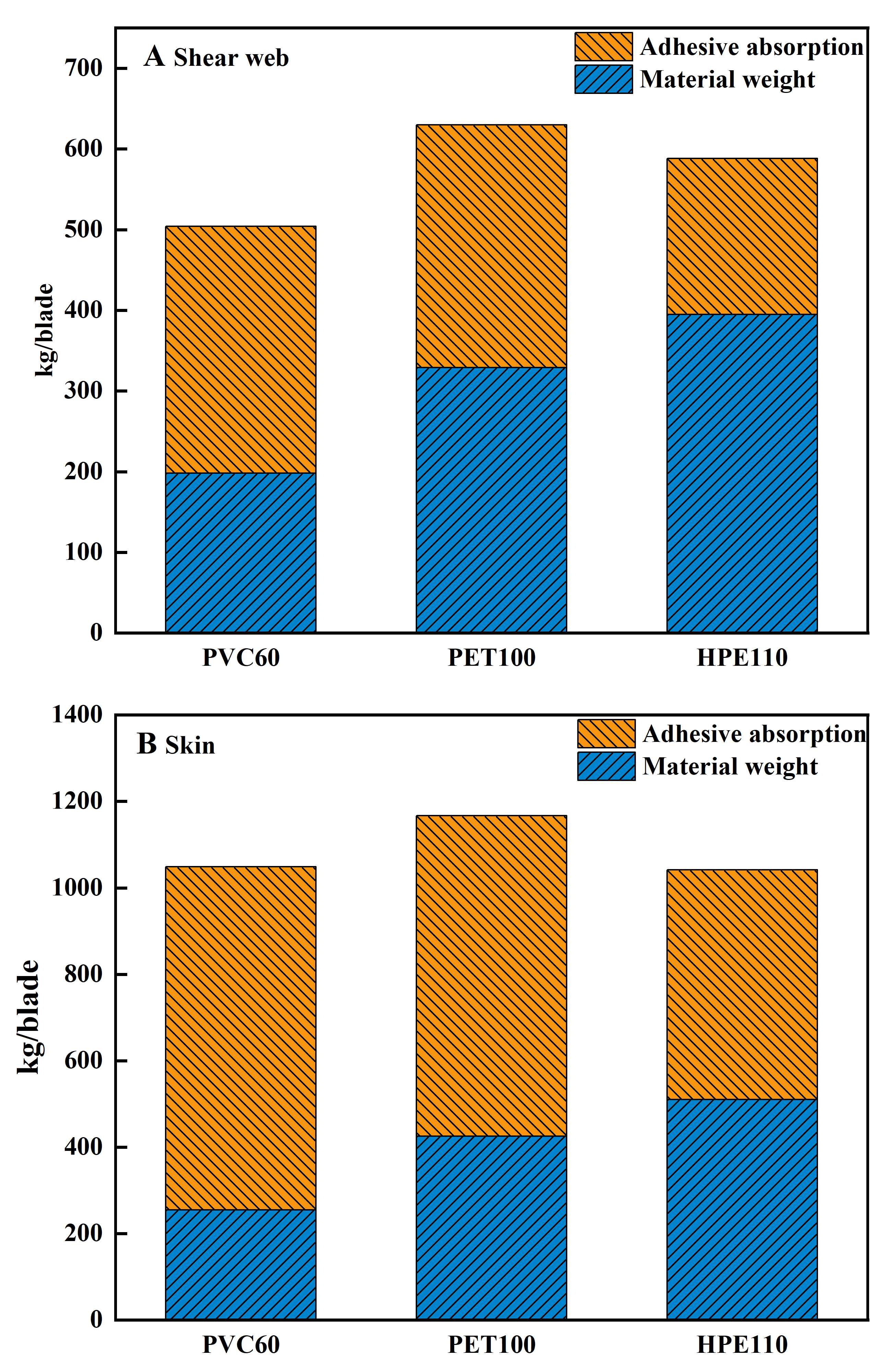
图 13 吸胶量与材料重量的变化(kg)
Fig. 13 Adhesive absorption and material weight (kg)
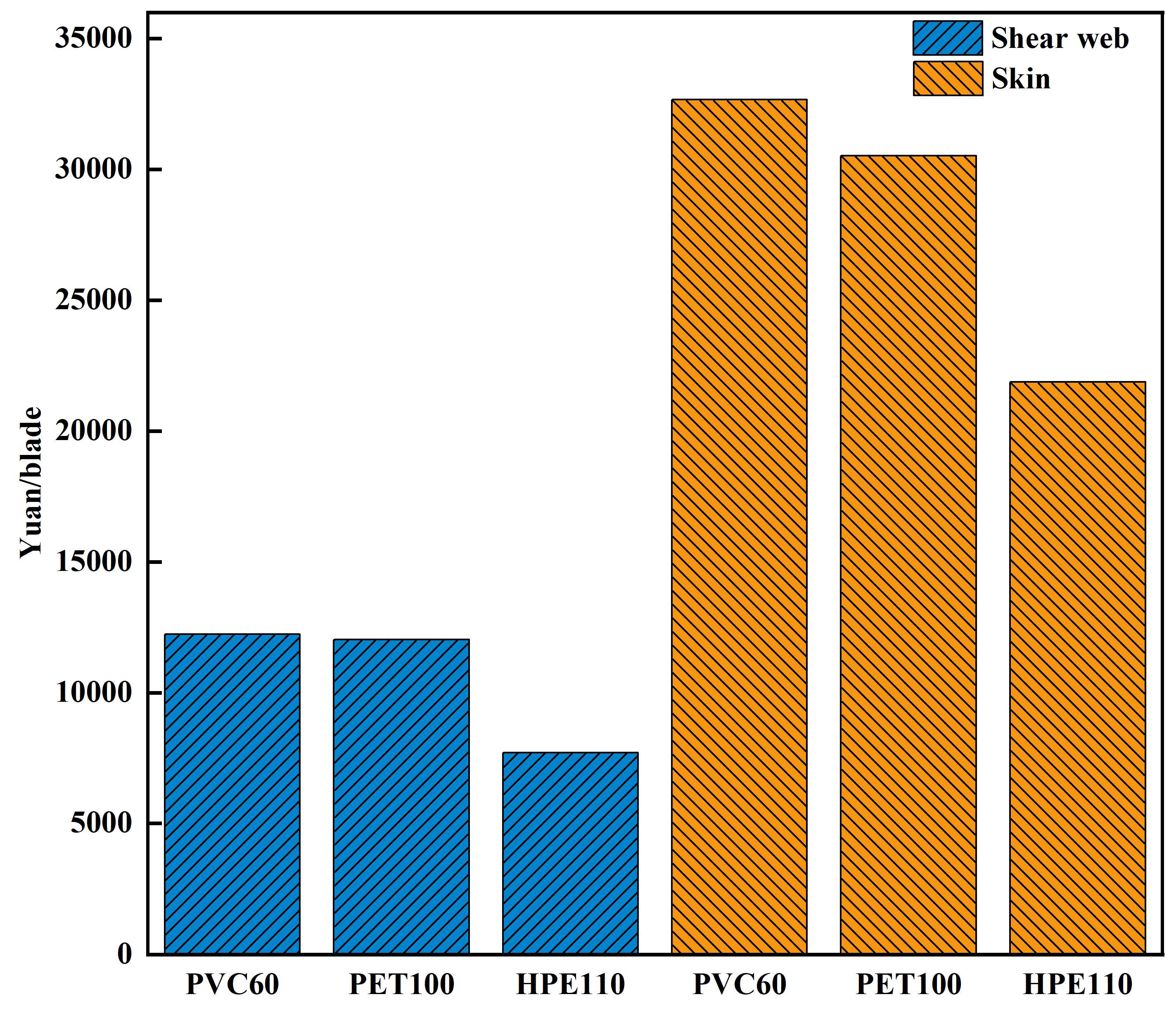
图 14 综合成本的变化(元)
Fig. 14 Change in comprehensive cost (Yuan)
2.3 基体树脂
风电用树脂主要是不饱和聚酯树脂与环氧树脂[17,20],目前只有艾尔姆(LM)公司和三菱公司采用不饱和聚酯树脂批量生产兆瓦级以上的叶片,更大型号的叶片则采用环氧树脂,而其他叶片公司基本批量使用环氧树脂。
风电叶片主要使用环氧灌注和手糊树脂。灌注树脂应用于叶片主要部件如腹板、主梁及壳体的真空灌注成型;手糊树脂在叶片制造中主要应用于叶片前后缘、腹板粘接区域补强及辅助部件的粘接补强,其主要成型工艺是手糊成型和手糊袋压工艺。2021年,受上游原材料双酚A和环氧氯丙烷的涨价影响,叶片降本面临着巨大的压力,聚氨酯和双环戊二烯树脂(DCPD)逐渐成为行业内关注的热点。
聚氨酯灌注时间比环氧树脂缩短一半,在80℃的环境条件下固化时间小于4小时;在成本方面,聚氨酯树脂的成本相比环氧树脂低15~20%。由于聚氨酯对水分非常敏感,所以叶片设计时不能使用轻木,叶片生产过程中增强纤维和夹芯材料的烘干以及灌注时对水的控制是聚氨酯批量应用的技术关键所在。
DCPD树脂密度是环氧树脂的90%左右,成本比环氧树脂低了约30%,是叶片减重、降低成本和提高灌注效率的理想材料。由于DCPD存在粘度低灌注流速过快的问题,且缺乏成熟配套材料体系(如纤维、油漆等),因此需要进行配套材料体系开发、工艺实验和结构测试验证,才能保证在风电叶片上更好的推广应用。
随着叶片装机量的增大,越来越多的人开始研究废旧叶片的回收可行性问题,比如叶片粉粹后进入水泥窑里高温灼烧后当做骨料的技术[8,10,37],但是当前的政策还不能支持规模化应用,所以退役后的复合材料叶片回收再利用是行业内面临的一个重大难题[4,8,10.37]。与热固性复合材料相比,热塑性复合材料具有可循环使用、废料可回收、产品可熔融再加工、可焊接等优点,也顺应绿色环保的发展要求,是未来风电叶片应用的重要方向。法国阿科玛(Arkema)公司一直致力于开发Eluim系列热塑性树脂, Murray等[11]的研究表明,与环氧树脂基复合材料叶片相比,采用Elium热塑性复合材料制作大叶片(61.5m),其整体成本能够减少4.7%,具有一定的成本优势 [6,12]。因此风电行业对热塑性树脂在叶片上的成型工艺研究与批量化应用也充满了期待,希望能借此解决风电叶片材料的回收利用问题。
2.4 结构胶
结构胶作为叶片主材之一,作用是将叶片蒙皮与腹板一起合模粘接形成主承力结构[8,17]。结构胶在粘接固化时与树脂灌注一样属于不可逆工序,如果粘接中出现抗胶、缺胶或胶层厚度偏差大等缺陷,其粘接可靠性会直接影响到叶片在服役期间的运行稳定性,因此结构胶也成为整个叶片材料体系中风险最高的原材料之一。
风电叶片上应用结构胶重点是考虑其粘接性能和粘接工艺,粘接性能主要体现在材料剪切强度与剥离强度上[21],粘接工艺主要考虑涂胶和固化的问题。如图 15所示,在粘接性能上,结构胶的拉剪强度随着胶层厚度的增加而降低,弯曲剥离强度则随着胶层厚度的增加先增加后降低。在粘接工艺上,结构胶一旦混合后就处于不断固化的过程,而从混胶到涂胶与合模还需要一定的时间,因此结构胶的开放、施工和固化时间等工艺参数都会对合模粘接性能产生影响。
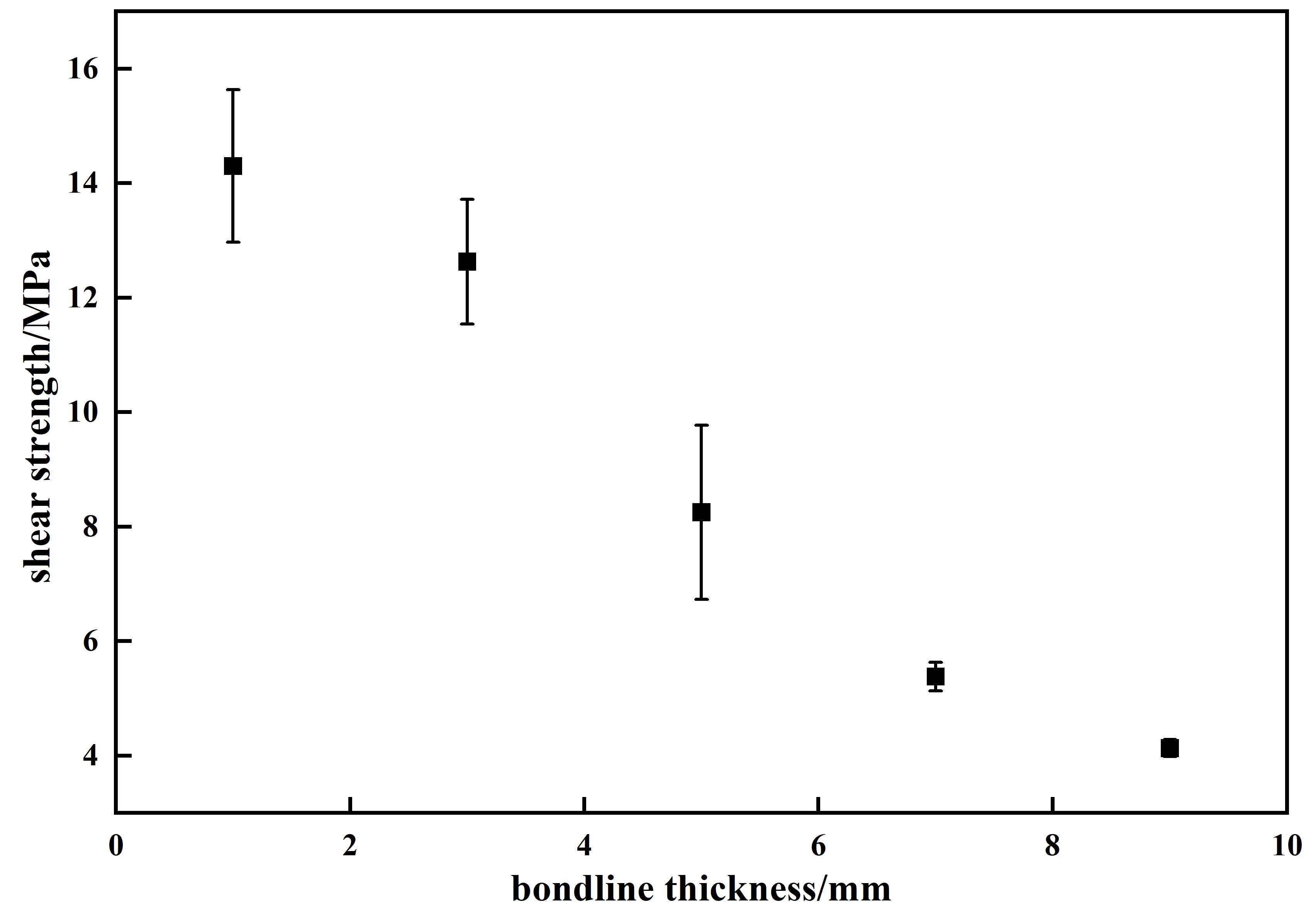
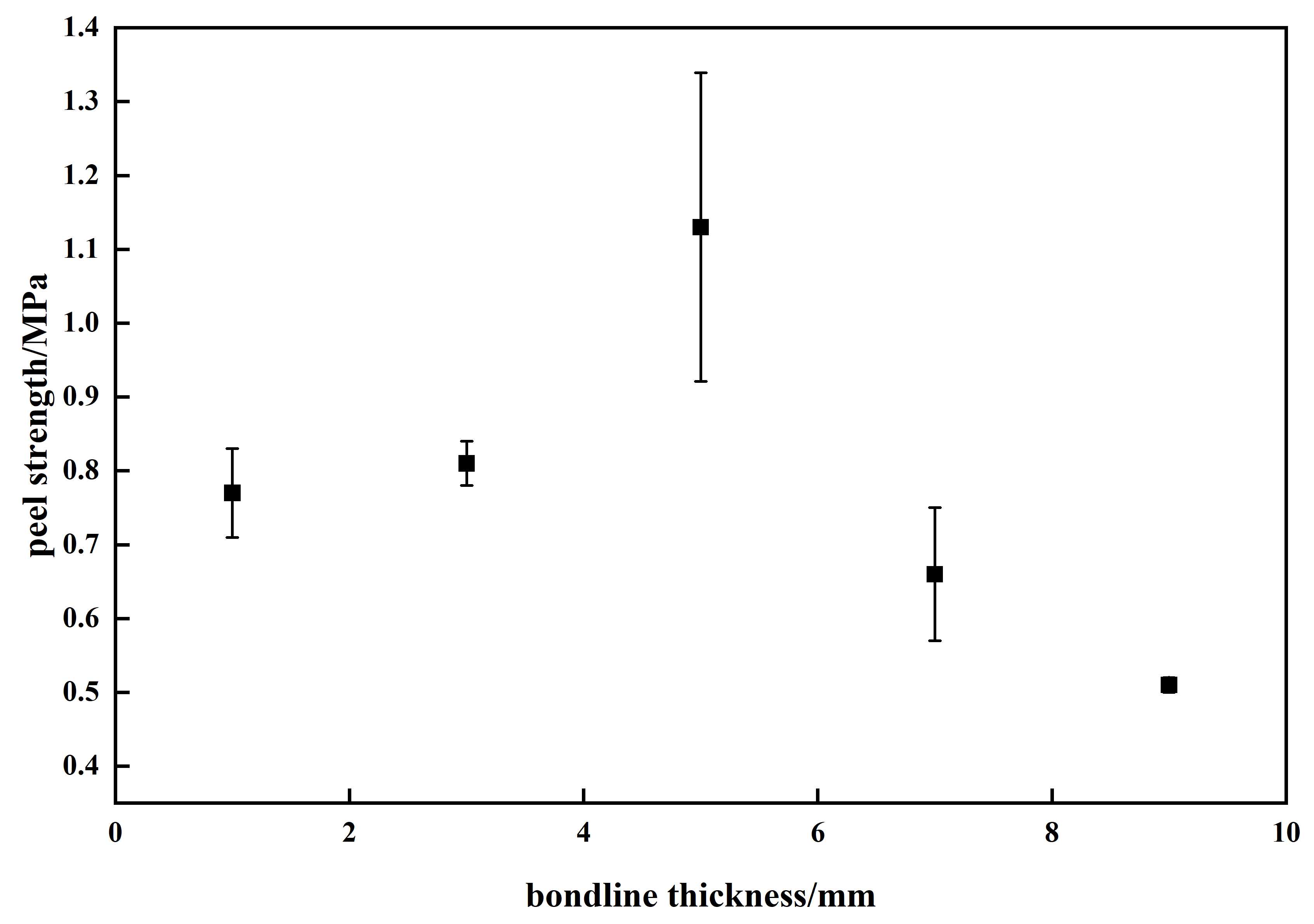
图 15 拉剪强度和和弯曲剥离强度随胶层厚度变化
Fig. 15 Tensile shear strength and flexural peel strength versus adhesive thickness
以固化时间为例,如图 16和图 17所示,加热固化3个小时后某结构胶的玻璃化转变温度(Tg)达到74˚C,随着固化时间的增加Tg稳定在75~79˚C,其拉剪强度也随着Tg的增加而趋于稳定。由于叶片合模时大多采用自动上胶机进行涂胶,而结构胶中含有用于提高强度及韧性的纤维状填料,不仅增加了结构胶的密度且在涂胶中经常会堵塞管路,同时叶片越大需要涂胶的面积越大,涂胶的时间也就越长,因此开发低密度、低成本、宽施工时间和高韧性快固化的结构胶是推动风电叶片提质增效降本的新趋势。
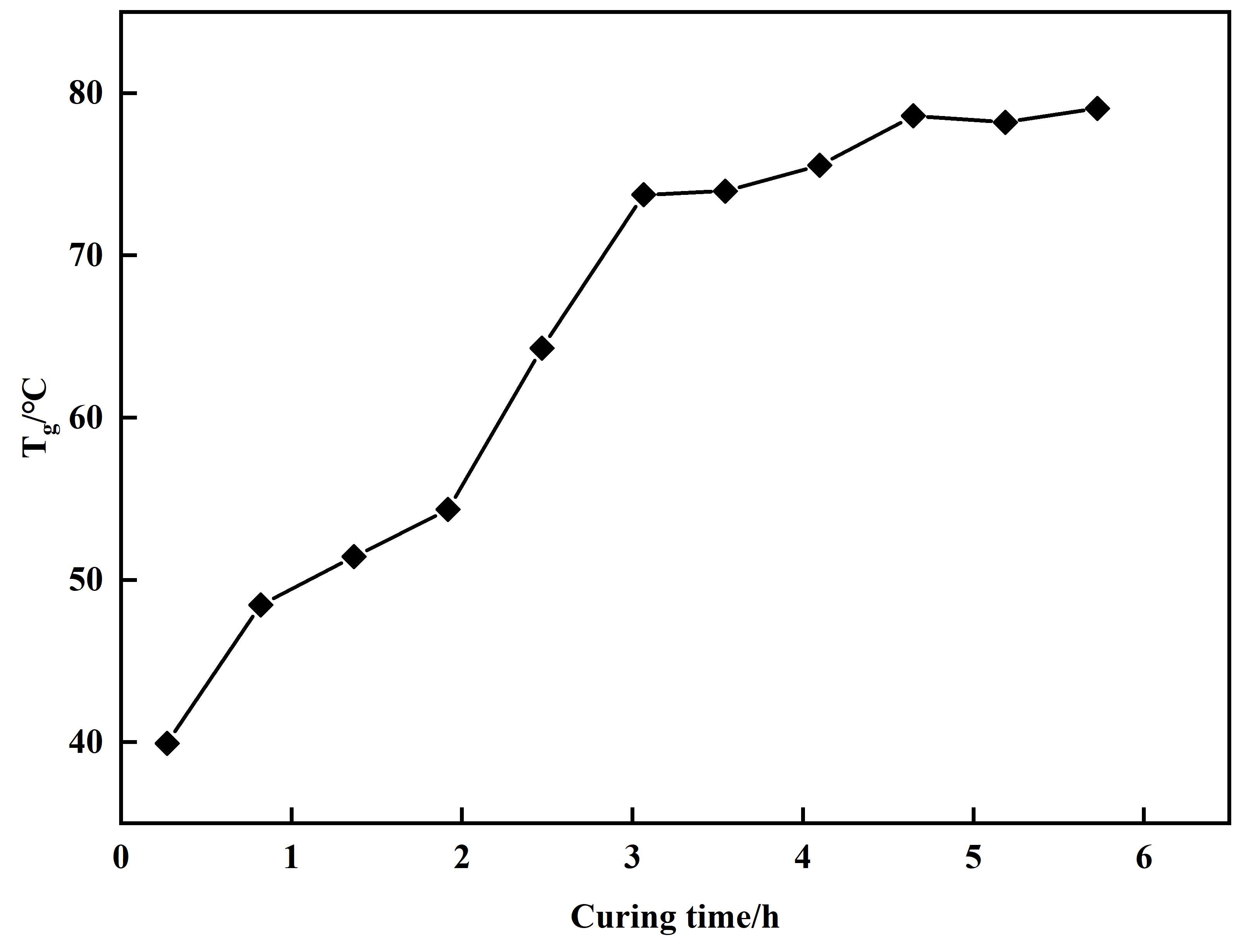
图 16 Tg随固化时间的变化
Fig. 16 Change of Tg with curing time
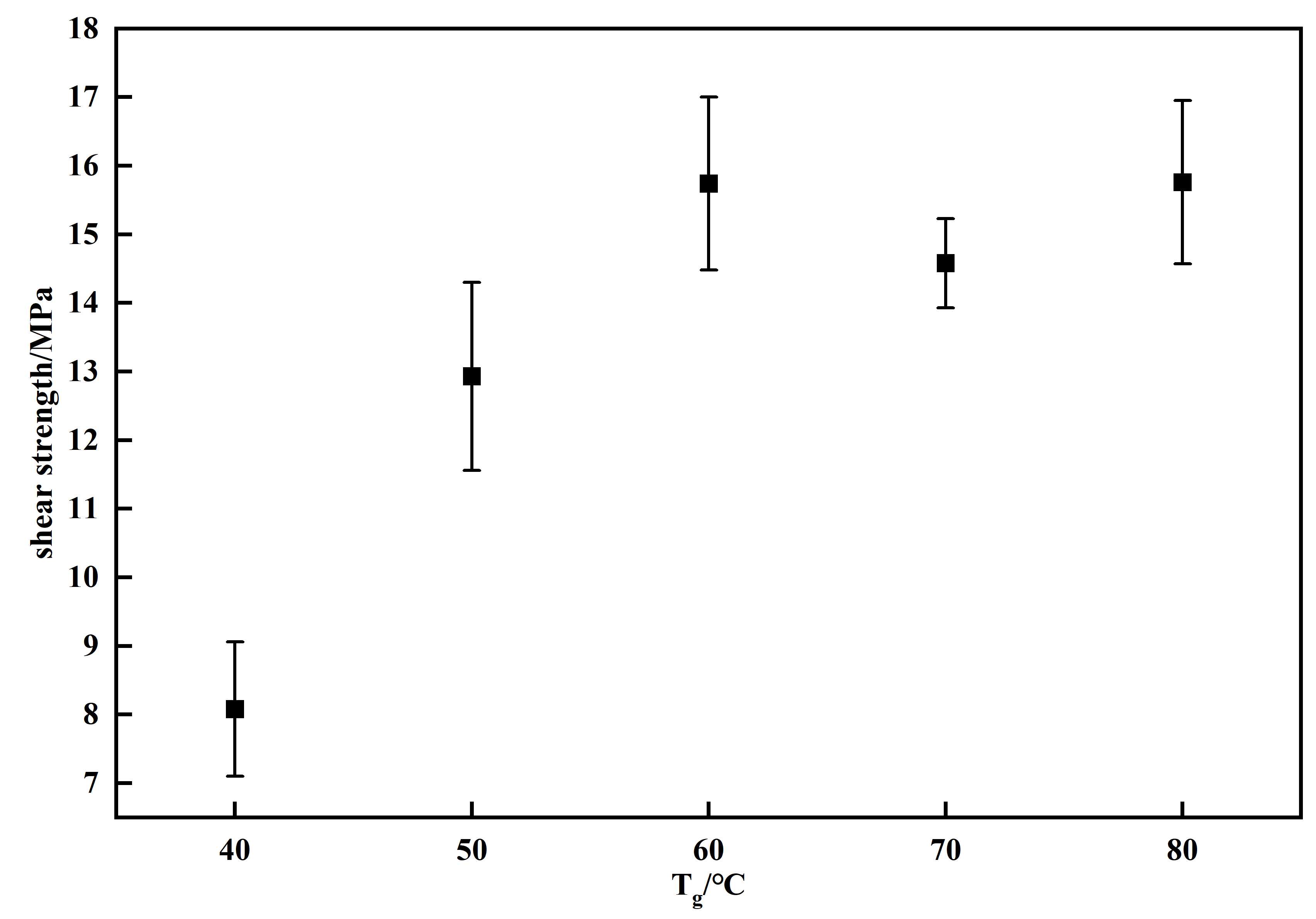
图 17 剪切强度随Tg的变化
Fig. 17 Change of shear strength with Tg
3 叶片新工艺发展
当前,风电叶片的蒙皮成型主要采用真空灌注工艺,在前后缘及叶根补强区则多采用手糊工艺[13-15]。随着叶片轻量化对材料性能提升的要求和绿色环保理念的不断深入,预浸料和拉挤成型工艺在叶片上的新应用越来越受到关注。
3.1 预浸料工艺
预浸料(Prepreg)是将纤维束或纤维布经过树脂浸润后形成的均匀预固化材料,可减轻对环境的污染,如图18所示。
在叶片上使用预浸料主要是考虑实现蒙皮铺层自动化或碳纤维主梁预制成型,蒙皮自动铺带铺丝与结构设计有关,可以借鉴飞机机翼的自动成型工艺来实施,但考虑其高昂的成本推广意义不大;目前叶片成熟应用预浸料工艺的是碳纤维主梁成型,相比碳纤维灌注成型,预浸料可以大幅度提升材料利用率和结构性能,特别是限制主梁结构设计的碳纤维复合材料,其拉伸模量和压缩强度可提升15~20%,这就大大减少了碳纤维的用量,降低了碳纤维叶片的成本。
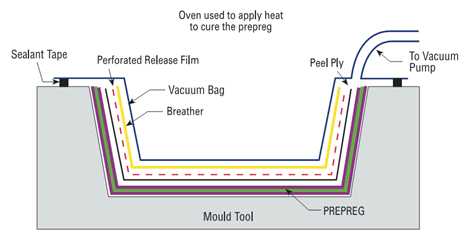
图 18 预浸料工艺示意图
Figure 18 Schematic of prepreg process
随着绿色环保和高质量发展要求越来越高,叶片手糊工艺的缺点也越来越明显,材料利用率低且污染环境,因此采用玻纤预浸料在前后缘和叶根补强日益被提上日程。中材叶片在行业内率先试用了中温固化玻纤预浸料在前后缘区进行补强,开发的玻纤预浸料体系的力学性能和固化工艺均能满足叶片的设计需求,部件级测试结果与手糊工艺相当。但现有的中温固化体系预浸料常温存储期较短,低温冷藏运输成本较高;因此需要开发一种适应于长存储期的低温固化玻纤预浸料,减少叶片生产环境污染并提高成型效率。
3.2 拉挤成型工艺
拉挤成型工艺能充分发挥连续纤维的力学性能,原材料利用率在95%以上,产品性能高且稳定可靠从纤维增强复合材料发展来看,拉挤成型技术的应用已成为未来风电叶片发展的重要趋势。拉挤主梁作为提升材料利用率最有效的结构型式,是提高叶片结构性能、降低成本和提高生产效率的最重要手段。通过对实施拉挤工艺的同一规格玻纤和碳纤的力学性能与灌注工艺进行相比(图 19所示),发现玻纤拉挤板材的拉伸模量比灌注玻纤提升了15%,压缩强度提升超过47%;碳纤拉挤板材的拉伸模量比灌注碳纤提升了25%,压缩强度提升了42%。
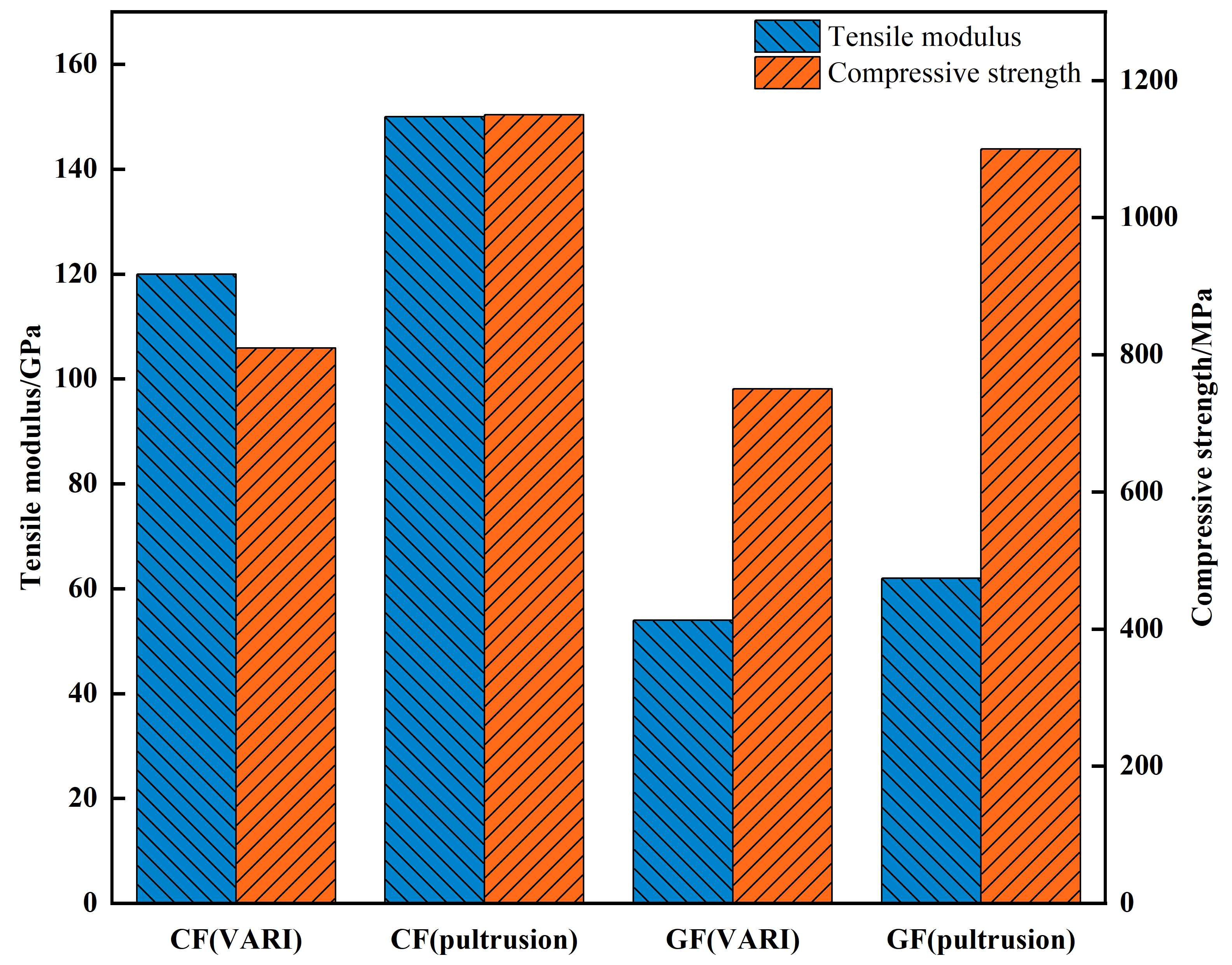
图 19 拉挤与灌注工艺复合材料力学性能的对比
Fig. 19 Comparison of mechanical properties of composite by pultrusion and injection
维斯塔斯(Vestas)在2014年开始推出拉挤碳梁叶片(图 20所示),2020年碳纤维用量占风电总量的80%以上。西门子歌美飒(SGRE)在其新开发的SG-155和SG-170叶型开始应用碳纤拉挤主梁设计;GE使用拉挤工艺进行了玻纤拉挤板材主梁叶片的研究,新开发叶型GE75上应用了碳纤拉挤主梁设计。

图 20 碳纤维拉挤主梁叶片
Fig. 20 Carbon fiber main beam of wind blade by pultrusion
国内在这方面虽然起步晚,但推广应用很快,中材叶片于2019年开展玻纤拉挤主梁技术开发,2021年该技术在Si76.5、Si85.8和Si90等多个系列叶片上批量应用;考虑到叶片摆振方向结构性能的提升,后缘梁拉挤技术正在研究中。在碳纤维拉挤方面,国内已经开始了尝试应用,如远景能源在EN161叶片上进行小批量应用,金风科技在GW184叶片上已经完成两套叶片的试用。随着国产化碳纤维的规模化应用,碳纤维原材料供应商也在积极开发国产化拉挤板材技术,在玻纤拉挤技术和低成本碳纤维的推动下,碳纤维拉挤必将成为未来大型叶片主梁的首选成型工艺。
4 结论
复合材料技术的进步是推动风电叶片大型化、低成本和轻量化的重要手段,是实现风电平价上网的关键环节。本文通过对复合材料在大型风电叶片上的应用现状及发展趋势分析,得出了以下几点结论:
(1)拉挤技术在叶片上的新应用,可以大幅提升材料利用率和结构效率,玻纤拉挤在主梁和后缘梁上的应用将是未来高模和超高模玻纤在叶片上的主要体现形式;
(2)随着低成本国产化碳纤维规模化生产,结合玻纤拉挤技术的开发与成熟应用,碳纤拉挤主梁将成为未来超大叶片特别是海上风电叶片的首选结构型式。
(3)随着生态文明发展和绿色环保要求的不断升级,环保型的HPE和PET逐渐替代轻木和PVC,可回收循环利用的热塑性树脂的应用越来越受到关注,叶片补强区的手糊工艺逐渐向预浸料工艺方向发展。
参考文献:
[1] MORTEN DYRHOLM,BEN BACKWELL.GWEC | GLOBAL WIND REPORT 2022[R].2021:110~140
[2] ALASTAIR DUTTON,MARC BECKER.GWEC | GLOBAL OFFSHORE WIND REPORT 2021[R].2021:19~30
[3] SRI SAI P. REDDY, ROHAN. SURESH, HANAMANTRAYGPINDA. M.B., B.P. HIVAKUMAR.Use of composite materials and hybrid composites in wind turbine Blades[J]. Materials Today: Proceedings,2021,46:2827–2830
[4] AUBRYN COOPERMAN,ANNIKA EBERLE, ERIC LANTZ, Wind turbine blade material in the United States: Quantities, costs, and end-of-life options, Resources[J].Conservation & Recycling, 2021.168 :105439
[5] V. CONGNET, S. COURRECH DU PONT, I. DOBREV, F. MASSOUH, B. THIRIA, Bioinspired turbine blades offer new perspectives for wind energy[J]. Proceedings of the Royal Society of London A: Mathematical, Physical and Engneering Sciences , 2017,473(2198) :20160726.S
[6] ROBYNNE E.MURRAY,SCOTT JENNE,DAVID SNOWBERG, ,Techno-economic analysis of a megawatt-scale thermoplastic resin wind tubine blade, Renewable Energy[J], 2019,131: 111-119
[7] B.R. RESOR, Definition of a 5MW/61.5m Wind Turbine Blade Reference Model[J],Sandia National Laboratories, 2013-2569
[8] DMITRY BATURKIN, OUSMANE A. HISSEINE, RADHOUSANE MASMOUDI, Valorization of recycled FRP materials from wind turbine blades in concrete,Resources,Conservation & Recycling[J],2021,174:105807
[9] RAMAKRISHNA R.GABHALE,D. CHANDRA BABU,Comprehensive study of composite materials used in wind turbine blades, International Journal of Latest Trends in Engineering and Technology [J],2015,6: 2319-3778
[10] DYLAN S. COUSINS, YASUHITO SUZUKI, ROBYNNE E. MURRY, Recycling glass fiber thermoplastic composites from wind turbine blades. Journal of Cleaner Production[J]. 2019,209 :1252-1263
[11] PINTO.THIAGO HENRIQUE LARA, Gul.WASEEM,HA,SUNG KYU, Experimental and Numerical Comparison of Impact BehaviorbetweenThermoplastic and Thermoset Composite for Wind Turbine Blades. Materials[J].2021.14:6377
[12] R.E. MURRAY, et al., Manufacturing a 9-meter thermoplastic composite wind turbine blade, in: ASC 32nd Technical Conference, Purdue University, USA,2017.
[13] P.J. SCHUBEL, Cost modelling in polymer composite applications:case study-analysis of existing and automated manufacturing processes for a large wind turbine blade,COMPOSITES PART B-ENGINEERING[J].2012,43 (3):953-960.
[14] I O BUCUR, I MALAEL, S BREBAN, Horizontal-Axis Wind Turbine Blades Manufacture with Composite Materials, IOP Conference Series: Materials Science and Engineering[J].2020
[15] FRACASSIF T,DONADON M V.Simulation of vauum assisted resin transfer moling prcess through dynamics ystemanalysis[J].Joual of Composite Materials,2018,52(27):3759-3771.
[16] GRIFFITH D T,JOHANNS W.Carbon design studies for large blades:Performanceand cost trade offsfor the sandi 100-meter wind turbine blade[R].SandiaNationalLaboratories,2013.
[17] PETTERSSON J.Analysis and design of an adhesive joint in wind turbine blades[D].Sweden:LundUniversity,2016.
[18] ZHOU HF,DOU H Y,QINLZ,et al.A review of full scale structural testing of wind turbine blades[J].Renewable & Sustainable Energy Reviews,2014,33(2):177-187.
[19] YANGJ,PENGC,XIAOJ,et al.Structural investigation of composite wind turbine blade considering structural collapse in full scale statictests[J].Composite Structures,2013,97:15-29.
[20] CANALESA G.Evaluation of bondline thickness on wind turbine blade subcomponents[D].Holland:EindhovenUniversity,2008
[21] SAYERF.Testing of adhesive joints in the wind industry [C].European Wind Energy Conferenceand Exhibition.MarseilleFrance,2009.
[22] ALEXANDER S,NATALIE R,LMAN T.Co-curing of CFRP-steel hybrid joints using the vacuum assisted resin infusion process[J].AppliedCompositeMaterials,2017,24(5):1137-1149.
[23] CRISTIONLT,EDGARE M,RODOLFORB.Effects of the vacuum moulding process on the mechanical properties of cotton/epoxy composite[J].Fibres and Textile in Eastern Erope,2018,26(3):93-97.
[24] JOAQUIM V,CARLOS G,JAVIER L.Fabric compaction and infiltration during vacuum-assisted resin infusion with and without distribution medium[J].Journal of Composite Materials,2017,51(5):687-703.
[25] MOHANT P,KANNY K.Mechanical properties and failure analysis of short kenaf fibre reinforced composites processed by resin casting and vacuum infusion methods[J].Polymers and Polymer Composites,2018,26(2):189-204.
[26] 李林致.刍议风力发电的发展现状及趋势[J].中国新通信,2018,20(19):203-204.
LI Linzhi.Discussion on the development status and trend of wind power generation[J].China New Communications,2018,20(19):203-204(inChinese)
[27] 张文毓.风电叶片复合材料及其应用[J].上海电气技术,2017,10(4):55-57.
ZHANG Wenyu.Wind power blade composite material and its application[J].Shanghai Electric Technology,2017,10(4):55-57(inChinese).
[28] 熊美蓉,段跃新,董安琪,等.真空辅助树脂灌注工艺成型泡沫夹芯结构工艺设计与控制[J].复合材料学报,2013,30(3):28-34.
XIONG Meirong,DUAN Yuexing, DONG Anqi,etal.Process design and control of foam sandwich structure by vacuum assisted resinin fusion process[J]. Acta Materiae Compositae Sinica,2013,30(3):28-34(inChinese)
[29] 刘强,赵龙,曹正华.VARI工艺成型纤维增强树脂复合材料层合板厚度和纤维体积分数的影响因素[J].复合材料学报,2013,30(6):90-95.
LIU Qiang,ZHAO Long,CAO Zhenghua.Factors affecting thickness and fiber volume fraction of VARI processed fiber reinforced composite laminates[J]. Acta Materiae Compositae Sinica,2013,30(6):90-95(inChinese).
[30] 徐立波.VARI工艺影响因素简析[J].轻工科技,2015,31(6):28-29.
XU Libo.Brief analysis of the factors affecting VARI process[J].Light Industry Technology,2015,31(6):28-29 (in Chinese).
[31] 潘利剑,刘卫平,陈萍,等.真空辅助成型工艺中预成型体的厚度变化与过流控制[J].复合材料学报,2012,29(5):244-248.
PAN Lijian,LIU Weiping,CHEN Ping,etal.Thickness variation and overcurrent control of preforms in vacuum assisted forming process[J].Acta Materiae Compositae Sinica,2012,29(5):244-248(inChinese).
[32] 赵琳,张博明.基于单胞解析模型的单向复合材料强度预报方法[J].复合材料学报,2010,27(5):86-92.
ZHAO L,ZHANG B M.Method for strength prediction of unidirectional composites based on unit cell analytic model[J].Acta Materiae Compositae Sinica,2010,27(5):86-92(inChinese).
[33] 李书乡, 马全胜, 张顺. 中国高性能碳纤维产业的创新发展[J].科技导报, 2018, 36(19):73-80.
LI Shuxiang, MA Quansheng, ZHANG Shun. Development of high performance carbon fiber industry in China[J].Science & Technology Review,2018, 36(19) 73-80(inChinese).
[34] 罗益锋,罗晰旻.近期碳纤维及其复合材料的新发展[J].高科技纤维与应用,2014,39(1):1-9.
LUO Y F,LUO X M.New developments of recent carbon fiber and their composite materials[J].Hi-Tech Fiber& Application,2014,39(1):1-9(inChinese).
[35] 张靠民,顾轶卓,李敏,等.快速固化环氧树脂及其碳纤维/环氧复合材料性能[J].复合材料学报,2013,30(6):21-27.
ZHANG Kaomin,GU Yizhuo,LI Min,et al.Fast curing epoxy resin and its carbon fiber/epoxy composite[J].Acta Materiae Compositae Sinica,2013,30(6):21-27 (inChinese).
[36] 高奇. 新形势下我国碳纤维产业发展探讨[J]. 合成纤维工业,2019, 42(4):58-63.
GAO Qi. Discussion on development of China carbon fiber industry under new situation[J]. China Synthetic Fiber Industry,2019,42(4):58-63(in Chinese).
[37] 阮芳涛,施建,徐珍珍,等.碳纤维增强树脂基复合材料的回收及其再利用研究进展[J]. 纺织学报, 2019, 40(6):152-157.
RUAN Fangtao,SHI Jian,XU Zhenzhen,et al. Research progress in recycling and reuse of carbon fiber reinforced resin composites[J]. Journal of Textile Research,2019,40(6):152-157(in Chinese).
[38] 林刚.2020全球碳纤维复合材料市场报告[Z].2020,25-26
GANG,LIN. 2020 Global Carbon Fiber Composites Market Report[Z].2020:25-26(in Chinese).
[39] 邢丽英,蒋诗才,周正刚.先进树脂基复合材料制造技术进展[J].复合材料学报,2013,30(2):1-9.
XINGL Y,JIANG S C,ZHOU Z G.Progress of manufacturing technology development of advanced polymer matrix composites[J].Acta MateriaeCompositaeSinica,2013,30(2):1-9(inChinese)
[40] 陈祥宝,张宝艳,邢丽英.先进树脂基复合材料技术发展及应用现状[J].中国材料展,2009, 28(6):2-12.
CHEN Xiangbao, ZHANG Baoyan, XING Liying. Application and development of advanced polymer matrix compsites[J].Materials China,2009, 28(6):2-12(inChinese).
[41] 包建文.高效低成本复合材料及其制造技术[M].北京:国防工业出版社,2011:17-21.
BAO J W.High efficiency and low cost composite and manufacturing technology[M].Beijing:National Defend Industry Press,2011:17-21(inChinese).
[42] 陈祥宝.树脂基复合材料制造技术[M].北京:化学工业出版社,2004:69-71.
CHEN X B.Manufacturing technology of polymer matrix composites[M].Beijing:Chemical Industry Press,2004:69-71(inChinese).
Comments NOTHING